
Küresel üretim dünyasının hızla değişen ortamında, havayı temiz tutmak artık güvenlik denetçileri için sadece bir kontrol listesi maddesi işaretleme meselesi değildir. Bu, bir fabrikanın sorunsuz ve verimli şekilde çalışmasını sağlamak için hayati bir unsur haline gelmiştir. Üretim hatları daha karmaşık hale geldikçe ve üretim alanına otomasyon hakimiyet kazandıkça, tozun etkili ve güvenilir bir şekilde yönetilmesi için daha iyi çözümlere duyulan ihtiyaç ciddi boyutlara ulaşmıştır. Mevcut birçok seçenek arasında kartuşlu Toz Toplayıcı kartuş toz toplayıcı gerçek bir favori haline gelmiştir. Hassas elektronik tesislerinden yoğun metal imalat atölyelerine kadar bu ekipman, yüksek performanslı filtreleme yeteneğini şaşırtıcı derecede kompakt ve dayanıklı bir yapıya büründürerek, modern, yüksek çıktı üreten bir fabrikanın ihtiyaçlarına tam olarak uyum sağlamasıyla dikkat çekmektedir.
Gelişmiş Tasarım Aracılığıyla Eşsiz Teknik Verimlilik
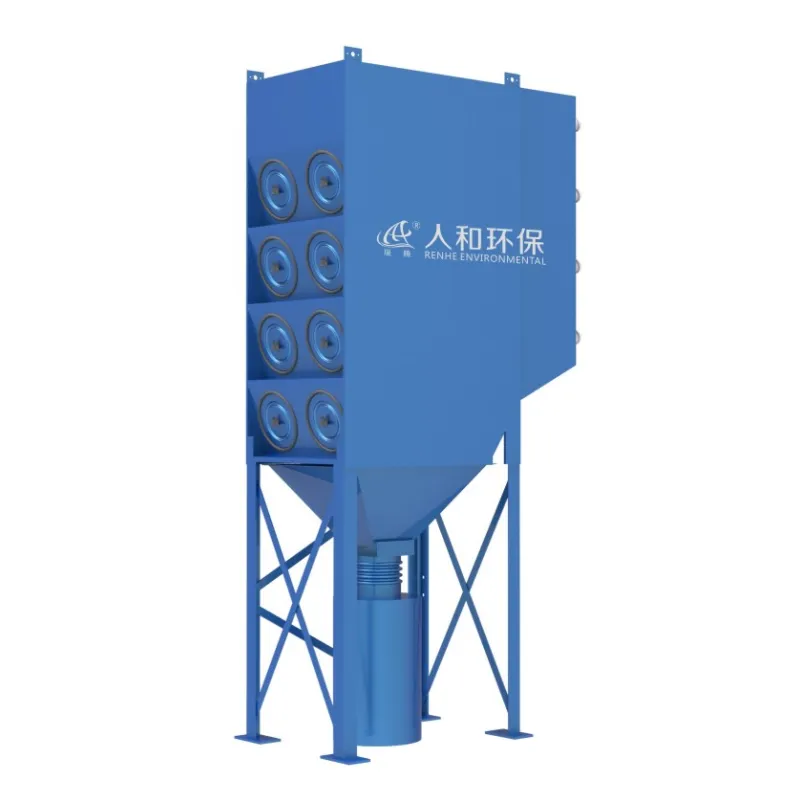
Bu toplayıcıların hakimiyetini ele geçirmelerinin nedeni, gerçekten akıllıca tasarım seçimlerine dayanmaktadır. Geleneksel torba filtre sistemlerini düşünün—genellikle uzun ve ağır kumaş tüplere dayandıkları için çok büyük bir zemin alanına ihtiyaç duyarlar. Buna karşılık, kartuş sistemleri yüksek performanslı filtre kartuşları kullanır ve bu kartuşlar filtre malzemesini kıvrımlara (pletler halinde) katlar. Bu geometrik değişiklik, çok daha küçük bir kutu içine büyük yüzey alanı sıkıştırmanızı sağlar. Bir fabrika sahibi için bu durum, verimlilik açısından kritik olan hava-kumaş oranı değerinin düşmesi anlamına gelir. Böylece sistem, neredeyse HEPA seviyesinde bir performansla en küçük alt-mikron partikülleri bile yakalayabilir. Bu düzeyde ince tozu yakalayabilme yeteneği, hassas CNC makinelerinin korunması, çapraz kontaminasyonun önlenmesi ve yüksek teknolojili üretimde ürün kalitesinin üst düzeyde tutulması açısından oyun değiştirici bir avantajdır.
Yoğun çalışan tesisler için gerçek işletme tasarrufu
Hava filtrelemesinin ötesinde, bu sistemler aslında işletme kârına oldukça olumlu katkı sağlar. Çoğu modern toplayıcı, ileri düzey pulse-jet temizleme teknolojisini doğrudan entegre eder. Bu yapı, sistemin çalışır durumdayken filtre kartuş yüzeyinden tozu otomatik olarak uzaklaştırır; bu da çok büyük ölçüde zaman kazandırır ve sürekli manuel bakım için sistemin durdurulmasına gerek kalmaz. Bu sistemlere geçiş yapan birçok tesis, enerji faturalarında belirgin bir düşüş gözlemlemiştir. Hava akışı çok iyi optimize edildiği ve filtre ortamı üzerinden oluşan basınç kaybı düşük tutulduğu için büyük endüstriyel fanlar neredeyse aynı çabayı harcamak zorunda kalmaz. Bu mühendislik verimliliği doğrudan daha düşük elektrik tüketimine dönüşür ve hem filtre kartuşlarının hem de mekanik parçaların ömrünü önemli ölçüde uzatır; böylece standart bir iş güvenliği güncellemesi ciddi bir uzun vadeli maliyet tasarrufu hareketine dönüşür.
Çalışma Ortamını Güvenli ve Uyumlu Tutma
Sağlık ve güvenlik düzenlemeleriyle başa çıkmak, genellikle fabrika müdürleri için büyük bir baş ağrısıdır; ancak öyle olmak zorunda değildir. Toz birikimi —özellikle metal tozları, kimyasal kalıntılar veya herhangi bir yanıcı madde ile çalışırken— geceyi gözlerini kırpmadan geçiren kişilerin endişe kaynağı olan ciddi bir yangın ve patlama riskidir. Yüksek performanslı, doğru teknik özelliklere sahip bir toz emici sistemi kurmak, gerçek bir savunma hattı oluşturmanın en iyi yoludur. NFPA uyumlu patlama önleyici ventiller, alev geciktirici filtre ortamı ve sistemin performansını sürekli izleyen akıllı sensörler gibi özel özellikler kullanarak fabrika tesisleri, sıkı yerel ve küresel güvenlik standartlarının sınırları içinde kalabilir. Üretim hattını kesintisiz şekilde çalıştırmaya devam ederken aynı zamanda fabrikadaki en değerli varlığı —çalışanları— korumak, doğru filtrasyon ekipmanının fabrika tasarımının bir parçası olarak önceden dahil edilmesiyle çok daha kolay hale gelir.
Kaliteli Üretim ve Tedarik Zincirlerinin Sınırı
Toz toplama sisteminin en iyi performansını elde etmek, sadece sistemin kendisiyle ilgili değil; filtrelemenin aslında nasıl çalıştığını derinlemesine bilmek ve sağlam destek sağlayabilen bir ortağınız olduğundan emin olmakla ilgilidir. Filtre karterinin özel kalitesi, toplayıcı muhafazasının ne kadar dayanıklı olduğu, basınçlı hava (pulse-jet) mekanizmalarının ne kadar hassas çalıştığı ve contaların bütünlüğü, sistemin yıllarca dayanıp dayanmayacağı ya da aylar içinde arızalanacağına karar veren unsurlardır. RH Filter, endüstriyel hava filtreleme biliminin karmaşık yapısını yıllardır incelemektedir. Yüksek yoğunluklu, hassas katlanmış filtre ortamı üretmekten başlayarak muhafaza yapılarına ek takviye elemanları entegre etmeye kadar titiz üretim adımlarıyla RH Filter, bu sektörde kalite standartlarını sürekli yüksek tutmaktadır. Bir tesis, belirli bir ağır iş yüküne yönelik özel olarak tasarlanmış bir toz toplama sistemi mi ihtiyaç duyuyor yoksa yüksek basınca dayanabilen, güvenilir ve uzun ömürlü yedek filtreler mi gerekiyor; RH Filter, her iki durumda da tüm süreçlerin güvenli ve verimli şekilde yürütülmesini sağlamak için gerekli tedarik zinciri uzmanlığını ve üretim kapasitesini sunar.

Uzun Vadeli İşletme Başarısına Yatırım
Yüksek performanslı, karter tabanlı toz toplama sistemine geçiş yapmak, daha temiz, daha güvenli ve doğrudan daha karlı üretim yönünde ileri görüşlü bir adımdır. Yüksek verimli ve güvenilir ekipman kurmak sadece başka bir sermaye harcaması değildir; aynı zamanda tesisin ve üretim hattındaki tüm ekibin gelecekteki sağlığı için akıllıca bir yatırım olur. İmalat sektöründeki trendler, sürdürülebilirlik, yüksek düzeyde otomasyon ve sıkı düzenlemelere dayalı operasyonlara doğru ilerledikçe, güvenilir filtreleme ekipmanına duyulan ihtiyaç daha da artacaktır. RH Filter gibi derin teknik yeniliklere odaklanan ve üretim standartlarını yüksek tutan bir ortak seçmek, kalabalık küresel bir pazarda istikrar oluşturmak ve başarıya ulaşmak için temel bir adımdır. Her tek toz parçacığının tam hassasiyetle yönetilmesini sağlamak, yönetim kadrosuna gerçekten önemli konulara odaklanma imkânı tanır: üretim miktarlarını artırmak ve piyasa neyi döndürürse döndürsün onu karşılayabilen, güvenli ve yüksek çıktı veren bir fabrika kültürü geliştirmek.